Maschinen für die Gummi und Kunststoffverarbeitung
BLASAUTOMATEN
CHODOS CHODOV s.r.o. ist ein historischer Hersteller von Blasautomaten, die für Produktion von Hohlkörpern mit einem unterschiedlichen Nominalvolumen bestimmt sind. An Blasautomaten können Thermo-Kunststoffe der Gruppe PE-LD, PE-HD, PVC-U, PP und in manchen Fällen auch PET-G verarbeitet werden. Die Blasautomaten verfügen über einen ganzgeschweissten massiven und steifen Rahmen, der eine hohe Genauigkeit der Dorneinführung in die Form und präzise Einstellung der Teilebene der Form dank der doppelten Synchronisierung der Formschliessung garantiert.
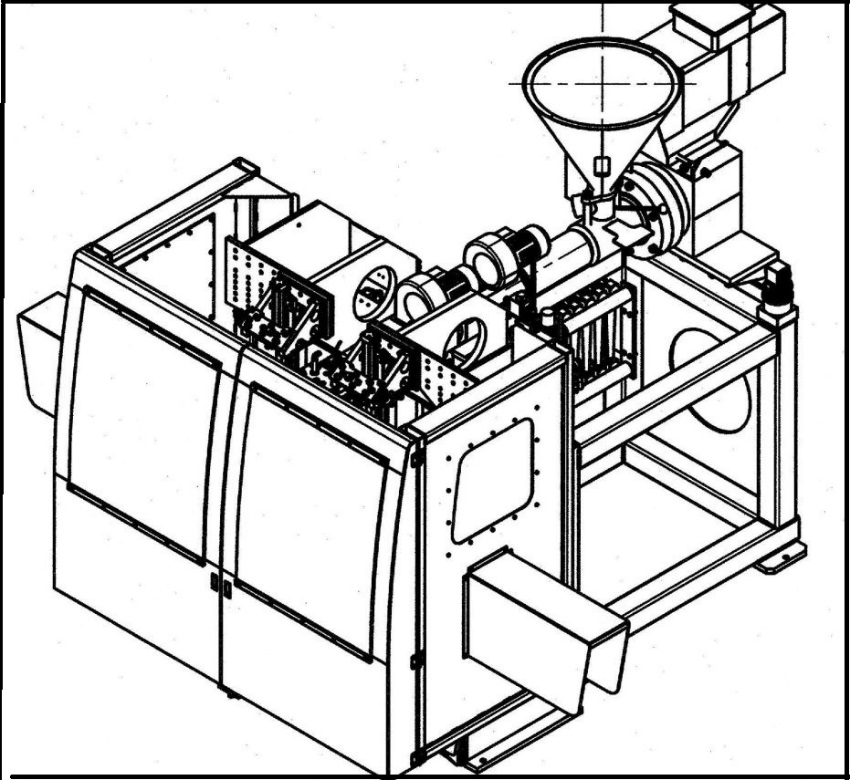
Der Blasautomat besteht aus einer Extrudermaschine, Blaseinheit, einem hydraulischen System, pneumatischen System und Bedienungsteil. Die Blasautomaten sind als einförmig oder zweiförmig geordnet. Das Blasen verläuft von oben, die Bewegung des Formwagens ist horizontal.

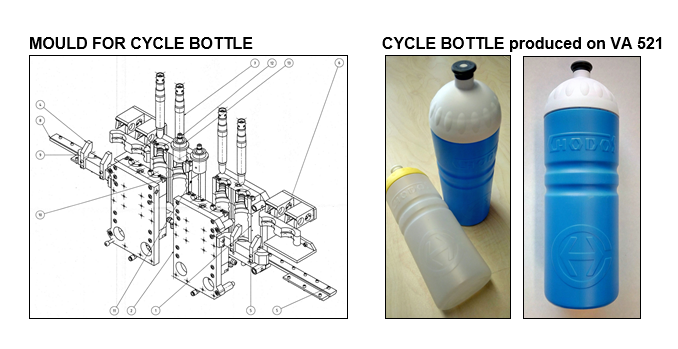
BLASAUTOMAT VA 521 TYP 033 015 M001
Im 2017 wurde VA 521 hergestellt, der der erste von der neuen Reihe der Blasautomaten ist.
Der Blasautomat 521 ist eine moderne, leistungsfähige zweiförmige Maschine, die für Blasen von Hohlkörpern mit Nominalvolumen 1 Liter bestimmt ist. Eine konkrete Produktionsmöglichkeit ist durch Abmessungen der Spannflächen der Form bestimmt. Wir bieten den Blasautomaten im Einklang mit Modetrenden in elektrischer oder hydraulisch–elektrischer Variante an.
In der Grundausführung ist der Blasautomat mit Wandstärkeregulation und laut dem verarbeiteten Material mit einer entsprechenden Schnecke und Extruderkopf ausgestattet.
Maschinenausrüstung – Peripherien laut Kundenwunsch:
- Abschneiden des verlorenen Kopfes für Produktion von weithalsigen Verpackungen
- Granulatansaugung
- Dosier- / Färbeeinheit
- Kühlaggregat
- Förderer / Förderbände
- eventuell weiteres laut Kundenwunsch
Für Produktion einer kleineren Menge von Erzeugnissen kann dieser Blasautomat in einförmiger Variante geliefert werden.
Im Rahmen der neuen Reihe von Blasautomaten bereitet unsere Gesellschaft ein Projekt für einen anderen Blasautomaten für Produktion von Verpackungen mit Volumen 6–10 Liter vor.
MASCHINENBESCHREIBUNG / ZWECK
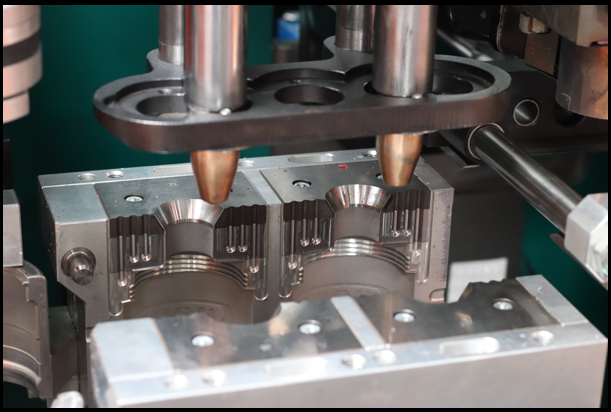
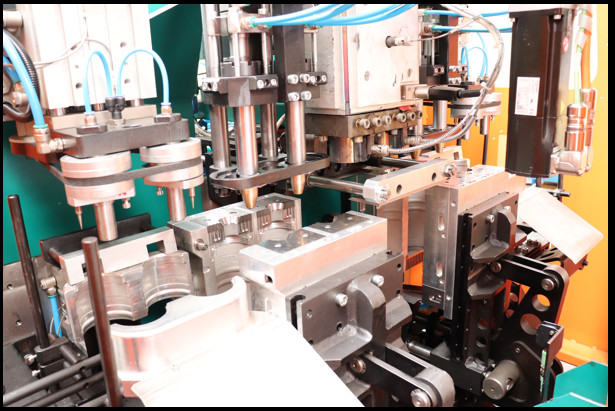
Die Maschine ist als zweiförmig angeordnet, das Blasen verläuft von oben, die Bewegung des Formwagens ist horizontal. Bei Parisonschneidung übt die Extrudermaschine vertikale Bewegung. Der Formmechanismus ist mit Rücksicht auf die Stabilität der Formteilfläche beim Anstieg der Schliesskraft durch symmetrische Anordnung zur Formteilfläche und Belastung der Führungselemente nur von einem reinen Zug gelöst. Der Formwagen und die Formschliessung sind laut Maschinenvariante weder durch hydraulische Zylinder angetrieben, wobei die Mechanismen mit einer durchlaufenden Positionsmessung für Optimierung des Verlaufs der Bewegungsgeschwindigkeiten ausgestattet sind, oder bei elektromechanischer Variante durch eine Bewegungsschraube und einen Elektromotor. Die Blasdorne sind auch durch eine Bewegungsschraube und einen Elektromotor betrieben. Das ganze Ausblasen kann in zwei Achsen in horizontaler Ebene eingestellt werden, auch jeder selbstständiger Blasdorn bei Zweiweganordnung kann so eingestellt werden, mit der Möglichkeit der vertikalen Einstellung. Beim Dreiwegausblasen gibt es die Möglichkeit einer individuellen vertikalen Einstellung der einzelnen Blasdorne. Die Form als auch Dorne sind mit Kühlflüssigkeit von Wasserverteilung temperiert. Hinter der Blasstation gibt es eine Gratschneidungsstation, wo der in der Maske gehaltene Hohlkörper von Grat mit Hilfe von einem Leisten beseitigt wird, der an der Platte der Kolbenstange des pneumatischen Zylinders mit linear Führung positioniert ist. Der Ausgang von Hohlkörpern ist mit Hilfe von einer Ausgangseinrichtung gelöst. Die Extrudermaschine hat Durchmesser der Schnecke 60 mm und kann alternativ mit oder ohne genutete Eingangszone gewählt werden. Die Vorderstütze des Arbeitszylinders stellt die vertikale Bewegung des Extruderkopfes bei Parisonschneidung sicher. Der Antrieb ist alternativ mit Hilfe von einem hydraulischen Zylinder, pneumatischen Zylinder, bzw. einer Bewegungsschraube und einem Elektromotor sichergestellt. Die Höhe der ganzen Extrudermaschine kann laut dem Extruderkopf und Typ der Parisonschneidung eingestellt werden. Die Extrudereinheit ist mit einem 22 KW A/C Motor angetrieben. Die Extrudereinheit kann alternativ mit einer genuteten gekühlten Eingangszone ausgestattet werden. Der Fülltrichter kann geschlossen, bzw. im Notfall ausgelassen werden. Die Extruderköpfe können als Einweg-, Zweiweg- oder Dreiwegvariante gewählt werden, am meisten Pinoletyp. Sie können mit einer 64-Punkt Parisonwandstärkeregulation ausgerüstet sein. Die Parisonschneidung unter dem Extruderkopf kann von Seite, durch Abstechen und mit Hilfe von gegenlaufenden Messern durchgeführt werden. Die Schneidung mit gegenlaufenden Messern kann eventuell mit Parisonschweissung in seinem unteren Teil ausgestattet sein. Das hydraulische Aggregat und Wasserverteilung sind am Hinterrahmen positioniert, die einzelnen Sektionen der Druckluftverteilung befinden sich am Vorderrahmen. Die Abdeckung ist eine geschweisste Konstruktion und mit geforderten Sicherheitselementen ausgerüstet. Der Elektroschrank befindet sich am Hinterrahmen. Die Maschine, ausser den Grundfunktionen, wird mit Hilfe von einem 17“ Touchdisplay bedient. Die Maschine hat eine CE-Bezeichnung.

TECHNISCHE ANGABEN
MASCHINENPARAMETER:
Maschinenabmessungen (VS D60, Fülltrichter, Motorisierung)
Länge................................................................................................. 3057 mm
Breite ................................................................................................. 1674 (2859*) mm
Höhe................................................................................................... 2148 mm
Gewicht.............................................................................................. 3 500 kg (insgesamt)
installierte Leistung.......................................................................... ..60 kVA
Nominalleistung des Schneckenantriebs........................................... 22 kW
Maschinentotzeit................................................................................. 2 s
Teilung bei Zweiweganordnung......................................................... 100 mm
Teilung bei Dreiweganordnung........................................................... 2 x 70 mm
Formöffnung....................................................................................... 120 mm
Formtiefe............................................................................................. 2 x 75 mm
Max. Formbreite.................................................................................. 220 mm
Max. Formhöhe................................................................................... 350 mm
Abmessungen der Spannplatten......................................................... 220 x 300 mm
Schliesskraft........................................................................................ 40 kN
Druck des hydraulischen Systems...................................................... 16 Mpa
* mit Ausgangsdeckung
MASCHINENAUSFÜHRUNG:
1.) Hydraulische (hydr. Antrieb hat Formwagen, Formschliessung, bzw.
Vorderstütze des Arbeitszylinders)............................................. 033 015 M001
2.) Elektromechanische.................................................................. 033 015 M002
Maschinenausrüstung:
Einwegextruderkopf........................................................................ 033015K011
Zweiwegextruderkopf...................................................................... 033007K117
Dreiwegextruderkopf....................................................................... 033015K012
Parisonwandstärkeregulation.......................................................... BA00037001
Zubehör........................................................................................... EA00741001
Schnecke PE-LD............................................................................. C506693
Schnecke PE-HD............................................................................ C506692
Konversion aus Blasautomaten mit genuteter Eingangszone CA00118001
Schnecke PE-LD VDRZ................................................................. CA00116
Schnecke PE-HD VDRZ................................................................ CA00117
Parisonschneidung mit Schweissung......................................... ....BA00020001
Parisonseitenschneidung.............................................................. CA00047001
Abstechparisonschneidung........................................................... CA00048001
Prüfer DP…………………………………….................................... CA00123001
Schneidung des verlorenen Kopfes (ZTRH)................................. BA00070(1)001
Vorderstütze -hydraulischer Antrieb......................................... BA00026001
-pneumatischer Antrieb............................ .......... CA00187001
-elektromechanischer Antrieb............................. CA00217001